Кабелни терминали
 Крайното уплътняване се извършва за уплътняване на кабела в непосредствена близост до мястото на свързване на токопроводящите му проводници към устройства, шини на разпределителни устройства и други елементи на електрическата инсталация.
Крайното уплътняване се извършва за уплътняване на кабела в непосредствена близост до мястото на свързване на токопроводящите му проводници към устройства, шини на разпределителни устройства и други елементи на електрическата инсталация.
В момента се използват следните видове прекъсвания на кабели за напрежения до 10 kV: в стоманена фуния, в гумена ръкавица, епоксидна смола, както и от поливинилхлоридни ленти.
Прекратяване на кабели в стоманени фунии (типово обозначение KVB) все още се използва широко за електрически инсталации с напрежение до 10 kV, разположени в сухи отопляеми и неотопляеми помещения. Такова уплътнение може да бъде с три дизайна:
-
KVBm — с овална малка фуния без капак и монтирана без порцеланови втулки,
-
KBBk — с кръгла фуния, на изхода на която кабелните жили са разположени по върховете на равностранен триъгълник (под ъгъл 120 °),
-
KVBo — с овална фуния, на изхода на която проводящите жила на кабела са разположени в един ред.
Уплътненията KVBo и KVBk се използват за свързване на кабели, проектирани за напрежение до 10 kV с проводници с произволно напречно сечение, при завършване на кабели за напрежение 3, 6 и 10 kV, фунията се монтира с капак и порцеланови втулки, а когато свързващи кабели за напрежение до 1 kV — без капак и втулки.
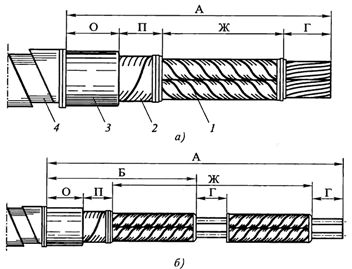
Запечатването на краищата на кабелите в стоманена фуния се използва най -често, тъй като материалите, необходими за производството и изливането на фунии, винаги са налични във всяко електрическо оборудване. За завършване на трижилни кабели за напрежение до 1 kV със сечение до 3 x 120 mm2 и четирижилни кабели със сечение до 4 x 95 mm2, предимно овални стоманени фунии с малък размер Използват се KVBm. Запечатването се извършва в следния ред.
Стоманената фуния, която ще се монтира, се почиства от замърсявания, поставя се върху кабела (фиг. 1, а) и се плъзга по него (след като се увие с хартия, за да се предпази фунията от замърсяване). След като отрежете края на кабела, загрейте масата на марката MP-1 до 120 … 130 ° C и внимателно попарете отрязания участък.
Вените са изолирани с лепяща лента от поливинилхлорид (фиг. 1, б), като се прилагат с полузастъпващи се завои. Фунията се избутва върху отрязания край на кабела (фиг. 1, в), проводниците са разположени в него. След това, след като маркирате местоположението на гърлото на фунията върху кабела, той се премества отново.
Освен това, като прикрепите заземяващия проводник към обвивката и бронята на кабела с телена превръзка, го запоявайте (фиг. 1, d … f). След отстраняване на останалата пръстенова лента над изолацията и след това върху кабелната броня (на мястото, където трябва да е гърлото на фунията), няколко слоя смола лента се навиват конично (фиг. 1, ж) за по -плътна дюза на фунията шия.
Заземен проводник преминава през средата на намотката (след 3 … 4 слоя). Фунията се притиска на място, с усилие се поставя върху макарата и се фиксира вертикално към конструкцията със скоби, към които след това се прикрепя заземителният проводник (фиг. 1, з).
Ушите са запоени или заварени към краищата на кабелните жили, кабелните жили са огънати така, че да са на еднакво разстояние един от друг и от стените на фунията, а след това, нагряване на фунията до 35 … 50 ° C , напълнете го с гореща кабелна маса. Докато се охлажда и свива, масата на кабела се излива във фунията, така че крайното му ниво да е не повече от 10 мм под ръба на фунията.
За защита от корозия фунията, скобата и носещата конструкция са боядисани с емайлова боя. Фунията е маркирана, показваща номера и напречното сечение на кабела върху нея.
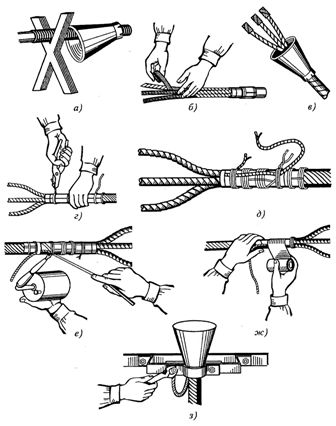
Ориз. 1.Последователност от операции (a … h) завършване на кабела в стоманена фуния
Прекратяване на кабели в гумени ръкавици (обозначение на типа KVR) се допуска в помещения с нормална среда с разлика в нивата на разположението на краищата на кабелите не повече от 10 m и се използва за трижилни кабели, предназначени за напрежение до 1 kV, с напречно сечение на проводници до 240 mm2 и четирижилни кабели със сечение на проводници до 185 mm2. Гумените ръкавици са изработени от нитритен каучук PL-118-11.
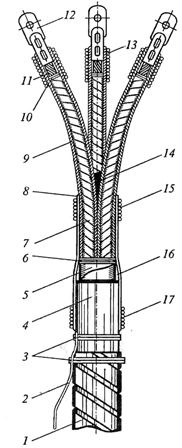
След отрязване на края на кабела, монтажът на KVR терминацията (фиг. 2) се извършва в следния ред. Първо, върху изрязаните жили 4 на кабела, няколко слоя намотка 2, направени от лепилна поливинилхлоридна лента, се прилагат на разстояние, за да фиксират хартиената изолация и да закръглят острите й ръбове, за да улеснят преминаването им през тръбите 3 и клоните (пръсти) 14 на ръкавицата.
Тялото (тялото) 75 на ръкавицата се огъва с клещи на няколко стъпки по цялата обиколка в площ, приблизително равна на ширината на скобата 6 (25 … 30 мм, в зависимост от размера на ръкавицата).
Секцията на обвивката на кабела 9 между двата пръстеновидна разреза се отстранява и превръзка 13 от тежки нишки се нанася върху оголената част на изолацията на кръста 12, след което се създава грапавост върху огънатата част на тялото на ръкавицата 15, за което , като го избършете с парцал, напоен с бензин, той се обработва с пила или четка от кардо лента. Частта от черупката, върху която ще бъде залепена ръкавицата, се почиства до блясък и след това се избърсва с кърпа, напоена с бензин.
След това огънатата част на тялото на ръкавицата и участъкът от черупката се покриват с тънък слой лепило No 88Н. Ако диаметърът на корпуса е по-малък от вътрешния диаметър на ръкавицата, около корпуса се навива устойчива на масло гумена лента, всеки слой от която също е покрит с лепило. След 5 … 7 минути, необходими за изсъхване на лепилото, тялото на ръкавицата се сгъва върху ролка с лента. Дълбочината на закрепване на ръкавицата към корпуса Е трябва да бъде 30 … 35 мм.
Закрепете тялото на ръкавицата към корпуса със специална скоба или две превръзки от четири завъртания от медна или мека поцинкована стоманена тел с диаметър 1 мм (като предварително сте навили два слоя гумирана лента върху тялото на местата, където са инсталиран).
След като временно завързаха гумените тръби с памучна или гумирана лента директно в ръкавицата, за да предпазят изолацията на хартиената лента от повреда, жилата на кабела се огъват и огъват.
Огънете краищата на проводниците, изолиращи проводниците, в област, равна на дължината на тръбната част на върха 1 плюс 8 мм, като по този начин подготвите проводниците на кабела за завършване. За да се улесни огъването на тръбите, външните повърхности на тези зони се намазват с вазелин или смазочно масло.
Натиснете, заварете или запоявайте върховете към краищата на проводимите сърцевини и след това избършете цилиндричната им (тръбна) част с парцал, навлажнен с бензин.
Извитата част на тръбата се загрубява с пила за метла или стоманена четка, след като я избършете с кърпа, навлажнена с бензин, и след това върху нея се нанася тънък слой лепило No 88Н.
Ролките, навити от маслоустойчива гумена лента и покрити с лепило No 88Н, се поставят в отворите на върховете, образувани по време на пресоването по метода на локално вдлъбнатината. Ако диаметърът на цилиндричната част на върха е по-малък от вътрешния диаметър на тръбата, тоест има разлика между тях, толкова много слоеве гума, устойчива на масло, предварително избърсани с бензин и покрити с лепило № 88H , се навиват на върха, ако е необходимо, за да се елиминира напълно. За запечатване тръбата се отвива върху цилиндричната част на върха.
Запечатването може да се извърши и чрез залепване на парче тръба с такава дължина, че да покрива напълно цилиндричната част на върха и да влиза в основната тръба на разстояние, равно на два от нейните диаметри. В този случай залепените повърхности на тръбите (основна и сечение) първо се загрубяват, избърсват се с парцали, напоени с бензин, покриват се с лепило No 88Н и се оставят да изсъхнат.След това дебел слой лепило № 88Н се нанася отново върху вътрешната повърхност на сегмента на тръбата и веднага се натиска върху върха.
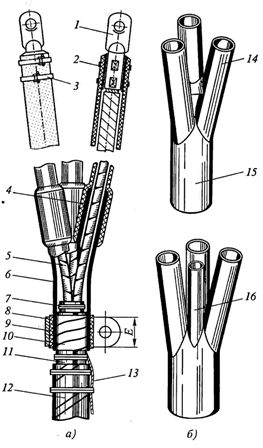
Ориз. 2. Конструкция на KVR терминация (а) и тип гумени ръкавици за трижилни и четирижилни кабели (б): 1 — връх, 2, 11 — PVC лентова намотка, 3 — нитритна гумена тръба, 4 — кабелна сърцевина, 5 — ръкавица, 6 — скоба, 7 — заземен проводник, 8 — броня, 9 — обвивка на кабела, 10 — уплътнение с маслоустойчива гумена лента, 12 — изолация на колана, 13 — превръзка, 14 — пръст на ръкавицата, 15 — тяло на ръкавицата , 16 — израстване за четвъртожилния четирижилен кабел
При завършване на жилата чрез заваряване с помощта на отливки от марката LA, лента от маслоустойчива гума се навива върху голата част на сърцевината с прехода на нейните завои към върха и изолацията на жилата. Разрешава се също така да се запечата тази намотка с непрекъсната превръзка от усукана канап с диаметър 1,5 … 2 мм, която след това се покрива с асфалтов лак.
Най -често срещаните методи за запечатване на гумени тръби към накрайниците са показани на фиг. 3. Гумените тръби 1 се фиксират върху тялото на върха със специална лента 3 или четири завъртания от медна тел с диаметър 1 мм.
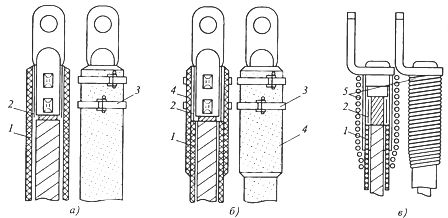
Ориз. 3. Методи за запечатване на гумени тръби върху алуминиев накрайник: а — с предварително развиване на тръбата, б — с помощта на парче тръба, в — усукан канап върху формован връх, 1 — гумена тръба, 2 — намотка с маслоустойчив гумена лента, 3, 5 — превръзки от стоманена лента и канап, 4 — съединители, изработени от гумена тръба
Прекратяване на епоксиден кабел той се отличава с простота на изпълнение, надеждност, висока електрическа и механична якост, безопасност и топлоустойчивост (работната температура на такова уплътнение е от -50 до +90 ° C).
Той има общо обозначение на типа KVE и се използва за завършване на захранващи кабели, проектирани за напрежения до 10 kV и използвани във всякакви помещения, както и във външни електрически инсталации, подлежащи на защита от директно излагане на атмосферни валежи и слънчева светлина.
Епоксидно завършено тяло се образува след втвърдяване на епоксидното съединение, формовано в конусна форма, временно се плъзна по края на кабела.
Вложката с епоксидно тяло (фиг. 4) може да бъде със следния дизайн:
-
KVEN — с нитритни гумени тръби на проводници за използване в сухи помещения,
-
KVED — с двуслойни (долния слой от поливинилхлорид, горният слой от полиетилен) тръби върху вените за използване във влажни помещения и райони с тропически и субтропичен климат,
-
KVEP — с изход от корпуса на изолирани проводници, запоени вътре в многожилни проводници на кабел, предназначен за напрежение до 1 kV, за използване във влажни помещения и райони с тропически и субтропичен климат,
-
KVEz — с нитритни гумени тръби върху едножични проводници на кабели, предназначени за напрежение до 1 kV, и устройството за „брави“ вътре в кутията за използване във влажни помещения и райони с тропически и субтропичен климат.
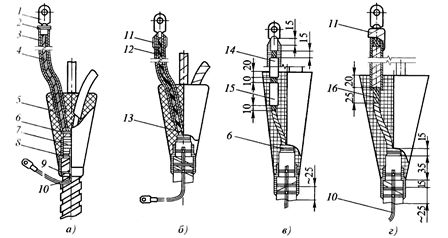
Ориз. 4. Крайно епоксидно уплътняване на кабели с различен дизайн: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — връх, 2 — превръзка или скоба, 3 — нитритна гумена тръба, 4 — проводящ проводник във фабрична изолация , 5 — корпус от епоксидна смес, 6 — превръзка, изработена от сурови нишки върху изолацията на колана, 7 — кабелна обвивка, 8 — двуслойна намотка, 9 — телена превръзка от заземяващия проводник, 10 — заземяващ проводник, 11 — намотка от памучна лента, покрита с епоксидна смес, 12 — двуслойна тръба, 13 — изолирана жица, 14 — кръстовището на жилата чрез запояване, 15 — навиване от лепяща PVC лента, 16 — гола част на сърцевината
В допълнение към горното се използват и терминали KVEo без епоксидно леено тяло, а с макара от памучни ленти, залепени с епоксидна смес, те са предназначени за крайно завършване на едножилни кабели, предназначени за напрежения до 1 kV, при същите условия като терминалите KVEN и KVED.
Инсталирането на терминалите започва след прерязване на кабела, извършено в съответствие с общите инструкции. Размерите на кабелните ленти за терминалите KVEP и KVEz се определят с помощта на фиг. 5 и таб. 1.
Ориз. 5.Рязане на кабела за монтаж на фитинги KVEP (a) и KVEz (b): 1 — сърцевина в заводска изолация, 2 — изолация на колана, 3 — обвивка, 4 — кабелна броня
Особеността на терминацията KVEP е, че не проводящите жила на кабела излизат от него, а парчетата изолиран проводник, прикрепени към тях. Изпълнява се по следния начин. Избира се парче изолиран проводник с необходимата дължина с напречно сечение, съответстващо на напречното сечение на жилата на кабела, краищата му се почистват, подготвяйки се за свързване на един от тях към жилата на кабела, а другият към върха.
Таблица 1 Размери на кабелните ленти за монтаж на фитинги KVEP и KVEz
Размер на вгражданетоРазмери на сегментите на каналите, мм (виж фиг. 5)АОNSGБКВЕП-1, КВЕП-2170352040-КВЕП-3, КВЕП-4210502045-КВЕП-5, КВЕП-6240502050-КВЕП-7245502035-KVEz-1F + 553520-90KVEz-2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Бележки:
1. Дължината на нарязаните кабелни жила (сегмент Ж) се взема в зависимост от условията на полагане и свързване, но не по -малко от 150 мм.
2. Раздел G за прекратяване на KVEz се определя в зависимост от метода на прекратяване на проводниците.
Оголените краища на медната сърцевина на кабела и медната жица се обезмасляват, вмъкват се в свързваща медна втулка и се запояват, като в нея се налива спойка POS-30 или POS-40. Алуминиевата сърцевина на кабела е свързана с алуминиева жица в алуминиева втулка чрез запояване, поливане или пресоване.
След свързване на жилата на кабела към проводника, макара от залепваща поливинилхлоридна лента се нанася върху оголената област, заземеният проводник се запоява към бронята и лентите, а след това жилата и обвивката на мястото на терминацията се обезмасляват с ацетон до осигуряват по -добро сцепление с епоксидното съединение.
На подготвения край на кабела е монтирана подвижна конусовидна форма, така че жилата на кабела да са на разстояние най -малко 6 … 7 mm от всяка точка на ръба му, а секцията за запояване е вътре. Формата се излива с епоксидна смес и след втвърдяване се отстранява.
Епоксидното прекратяване на KVEz (виж фиг. 4, г) се различава от прекратяването на KBEp по това, че върху едножилните твърди проводници на кабела са оставени участъци G с дължина 25 mm, наречени ключалки, свободни от изолация (виж фиг. 5). Тръба, изработена от нитритен каучук с такава дължина, се поставя върху проводниците с оголени участъци, което ще позволи единия край да се издърпа над цилиндричната част на върха, а другият — да се потопи вдлъбнатините в епоксидното тяло на дълбочина най -малко 20 мм.
При монтиране и запълване на формата с епоксидна смес, вгражданията на KVEz отговарят на същите изисквания, както при вграждането на KVEP.
Ориз. 6. Прекратяване KVV: 1 — кабелна броня, 2 — заземяващ проводник, 3 — жични ленти на бронята и обвивката, 4 — обвивка на кабела, 5 — фабрично изработена изолация, 6 — превръзка от памучна прежда върху изолация на талията, 7 — сърцевина в фабрична изолация, 8 — намотка на колан със стъклена форма, 9 — намотка на сърцевината, 10 — превръзка от памучна прежда върху изолация на сърцевината, 11 — гола част на сърцевината, 12 — кабелна скоба, 13, 15, 17 — превръзки, 14 — пълнеж , 16 — изравняваща ролка
Прекратяване на кабели с PVC ленти
Крайните уплътнения, изработени от поливинилхлоридни ленти и лакове (типово обозначение KVV), се използват за кабели, изолирани от хартия, предназначени за напрежения до 10 kV и използвани на закрито, както и във външни инсталации при температура на околната среда не надвишаваща 40 ° C и подлежащи на защита от директно излагане на валежи и слънчева светлина.
KVV терминацията се използва, когато разликата в нивата на най -високата и най -ниската точка на местоположението на кабела по трасето е не повече от 10 m, в противен случай се използва специална KVV терминация. Монтажът на фитинги KVV се извършва при температура на околната среда най -малко 5 ° C.
Запечатването на KVV (фиг. 6) се извършва с лепило (първа версия) или незалепващо (втора версия) с поливинилхлоридна лента, използвайки състави № 1 (капак) или № 2 (пълнеж), съответно, PVC лепило (фиг. с залепващ слой) лентата е с дебелина 0,2 … 0,3 мм и ширина 15 … 20 мм, а незалепващата лента с дебелина 0,4 мм и широчина 25 мм. Размерите на кабелния разрез за завършване на KVV се определят с помощта на таблица. 2 и фиг. 5, а.
Кабелните накрайници са заварени, запоени или притиснати към краищата на кабелните жила.
При прекъсване на кабелните жили чрез пресоване на ухото чрез локално вдлъбнатина се използват само тръбни уши, които имат фабрично запечатване. Преди кримпване на алуминиевия проводник на кабела, вътрешната повърхност на върха се почиства със стоманена телена четка и се смазва с кварцово-вазелинова паста.
След отстраняване на изолацията от краищата на жилата по дължина, равна на дължината на тръбната част на върха, и ги изтърка от кардо лентата до метален блясък, оголената зона също се смазва с кварцово-вазелинова паста.
След такава подготовка накрайникът се поставя, докато спре върху сърцевината и след като го поставите в механизма за пресоване с предварително избран перфоратор и матрица, го прегънете. Ямките, получени върху тръбната част на върха след кримпване, се избърсват с кърпа, навлажнена с бензин, смазана със състав No2, и след това се пълнят с ролки от поливинилхлоридна лента и поливинилхлориден състав No2.
Обемът и формата на ролката лента трябва да съответстват на дълбочината и формата на отвора. Ханкът се притиска в отвора и след това се покрива със състав № 2.
Первазите, образувани при преходите от външната повърхност на цилиндричната част на кабелните уши към изолацията на сърцевината, се изравняват с намотка от поливинилхлоридна лента с широчина 7,5 мм, за която лентовата ролка с ширина 15 мм се нарязва наполовина. По същия начин подравнете перваза при прехода от оловната или алуминиевата обвивка към изолацията на колана.
Таблица 2. Размери на кабелната лента за монтаж на терминал KVV
Размер на вгражданетоСечение на проводници, mm2, за кабели за напрежение, kVРазмери на сегментите на каналите, мм (виж фиг. 4, а)1610АОNSKVV-1До 25—F + 653015KVV-235…5010…25-F + 705020KVV-370…9535…5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185150F + 12510025KVV-7-240185F + 12510025KVV-8—240F + 12510025
Бележки:
1. Дължината на нарязаните проводници (сегмент G) се взема в зависимост от условията на свързване, но не по -малко от 150 mm за кабел за напрежение 1 kV, 250 mm за напрежение 6 kV и 400 mm за напрежение на 10 kV.
2. Раздел G се определя в зависимост от метода на завършване на проводниците.
След това избършете външните повърхности на изолацията на жилата и изолацията на колана с парцал, леко навлажнен с бензин, и всяка сърцевина от изолацията на колана до контактната част на върха се навива с поливинилхлоридна лента (на три слоя с напречно сечение на жилата до 95 mm2 и в четири слоя със сечение 120 mm2 и повече).
Слоевете поливинилхлоридна лента се нанасят с 50% припокриване на предишния завой (припокриване) и с опъване, при което лентата се опъва с намаляване на началната ширина с не повече от 1/4. Последният слой на навиване на всяка сърцевина се изпълнява с подход към цялата стъпка на оловната или алуминиевата обвивка.
Намотката на всяко ядро е покрита с четка с дебел слой от състав No 2 в секции с дължина 70, 100 или 120 мм (броене от края на изолацията на колана) с диаметри на кабела по протежение на обвивката, съответно, до 25, 40 и 55 мм. Съставът се нанася върху тази част от повърхността на всяка сърцевина, която е обърната навътре.
С помощта на четка или дървена шпатула се използва състав No 2 за запълване на вътрешното пространство между вените. След това вените се притискат с ръце в сноп и се фиксират в това положение с превръзка от памучна лента на разстояние 10 мм от зоната, покрита със състав No2.
Външната повърхност на снопа от компресирани вени също е покрита с дебел слой от състав № 2 (използвайки състава, екструдиран при пресоване в сноп). Количеството на състава в жлебовете, образувани от вените, трябва да бъде такова, че да излиза под формата на три ролки над повърхността на снопа, тоест не трябва да се оставят незапълнени със състава, в които въздухът и влагата могат натрупват.
На участъка от сърцевините, компресиран в сноп и на участъка от кабелната обвивка, се прилага лентова стъклена намотка от осем слоя поливинилхлоридна лента с 50% припокриване (независимо от сечението на кабела и напрежението) и при на разстояние 20 мм от краищата на тази намотка и върху цилиндричната част кабелна пръчка — усукани превръзки от канап с диаметър 1 мм (Таблица 3).
Превръзките се покриват с поливинилхлоридно съединение № 1 с помощта на четка.
За да се увеличи устойчивостта на влага, външната повърхност на уплътнението е покрита с асфалтов лак или цветна емайлова боя.
Временна превръзка, изработена от памучна лента, нанесена на 10 мм над стъклената намотка, може да бъде отстранена след огъване на проводниците и свързването им към контактите на съответните гуми на апарата или разпределителното устройство, както и след достатъчно изсушаване на състава No 2.
Освен това, преди съставът 2 да изсъхне, е желателно да се освободи вграждането от налягането на импрегниращия състав, което възниква поради разликата в нивата на местоположението на краищата на кабела. Връзката на кабела с новомонтираната терминация под товар е разрешена не по -рано от 48 часа след края на монтажа.
KVV уплътненията, използващи незалепваща поливинилхлоридна лента и течен състав № 1, се монтират по същия начин като уплътненията, използващи лепяща лента. В този случай всеки слой намотка (за да се избегне отслабване на плътността на нейното наслагване преди завършването на следващия слой) временно се фиксира с превръзка от 2-3 нишки от сурови нишки.
Таблица 3 Зависимост на ширината на превръзката от напречното сечение на кабелните жили
Сечение на сърцевината, мм2162535507095120150185240Ширина на превръзката, мм25303540455055657075
Повърхността на всеки слой от намотката първо се покрива с един, а след като изсъхне — с втория слой от състав No 1. Следващият слой лента се нанася върху третия слой от състав No 1, който не се нанася веднага по цялата дължина, но постепенно в участъци с дължина 100 мм.
Уплътненията KVV със специален дизайн се използват с големи разлики в нивата на местоположението на краищата на кабела. Те се различават от уплътненията на първия и втория дизайн по това, че намотката върху изолацията на сърцевината е направена от пет слоя поливинилхлоридна лента, а уплътняващият гръбнак е запечатан с епоксидно съединение вместо с поливинилхлориден състав No2.
При фитинги KVV със специална конструкция изравняващата намотка между върха и изолацията на жилата е направена с памучна лента с обилно покритие на всеки завой с епоксидна смес.