Солни вани — устройство и приложение
 При нагряване на продукти в течност, поради високите стойности на коефициента на топлопреминаване от течност към метал, може да се постигне значително по -висока скорост на нагряване. От друга страна, поради много по -високата топлопроводимост на течностите в сравнение с газовете, разпределението на температурата в тях трябва да бъде по -равномерно и следователно нагряването на отделни продукти или части от продукта ще протича при еднакви условия.
При нагряване на продукти в течност, поради високите стойности на коефициента на топлопреминаване от течност към метал, може да се постигне значително по -висока скорост на нагряване. От друга страна, поради много по -високата топлопроводимост на течностите в сравнение с газовете, разпределението на температурата в тях трябва да бъде по -равномерно и следователно нагряването на отделни продукти или части от продукта ще протича при еднакви условия.
Най -бързата скорост на нагряване може да бъде постигната в течен метал като разтопено олово. Оловната баня е железен тигел, напълнен с олово, инсталиран в валова електрическа пещ под изпускателния капак. Когато оловото се стопи и достигне предварително определена температура, в него се спускат малки части, които бързо се нагряват, например, за закаляване или закаляване, докато топлопроводимостта на оловото осигурява висока равномерност на нагряването на частите, попадащи в него. но оловна баня има редица съществени дефекти:
• вредни работи с олово, особено при високи температури,
• невъзможност за използване за загряване до температури над 800 ° C (при по -високи температури оловото се изпарява интензивно),
• нисък топлинен капацитет на оловото, поради което той бързо се охлажда при потапяне в по -големи части.
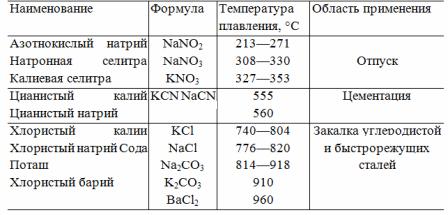
Следователно оловните вани са получили само ограничена употреба. За разлика от оловото, различни соли, нитрати и основи са намерили много по -широко приложение. Тъй като редица използвани соли, нитрати и основи имат много различни точки на топене, за всяка температура в диапазона от 250 до 1300 ° C такава сол или смес от соли може да бъде избрана така, че да се изпарява малко при тази температура и при същото време е течно. Таблица 1 дава точките на топене и области на приложение на някои соли и нитрати.
Солни и солени вани конструктивно изпълнено като вани с външно отопление, вани с вътрешни нагреватели и електрод… Първите два вида се изпълняват при относително ниски температури — това са основно селитра и алкални вани, използвани за термична обработка на профили и листове от леки сплави (450-525 ° C).
Външно отопляеми солни бани са правоъгълен или кръгъл съд, заварен от обикновена въглеродна стомана, поставен в шахта с метални нагреватели.
Солени вани с вътрешни нагреватели са направени същите, но нямат външни нагревателни елементи, а вместо това тръбните херметични нагревателни елементи са потопени в нитрат. Те имат значителни предимства:
1. Малко по -малки размери и по -ниски топлинни загуби в сравнение с външните отоплителни бани,
2. консумацията на отоплителни сплави в тях е десет пъти по -малка,
3. Те са по -безопасни, тъй като нитратите могат да експлодират при прегряване в присъствието на железни оксиди и такова прегряване във външни отоплителни бани може да възникне поради замърсяване на долните слоеве нитрат, в резултат на което дъното на ваната се прегрява от долните нагреватели.
Недостатъкът на тръбните нагреватели в нитратни бани е краткият им експлоатационен живот поради високата температура и корозията на тръбната обвивка с нитрат.
Таблица 1. Точка на топене и обхват на някои соли
Солените и алкалните вани от двата типа достигат много големи размери (дължина 6-8 м) и мощност от няколкостотин киловата.За по -високи температури се използват вани с електрод. Те представляват метален или керамичен тигел, напълнен със сол, в който се спускат метални електроди, захранвани от понижаващ трансформатор с напрежение 8-25 V.
В студено състояние солта почти не провежда ток, но ако се нагрява от някакъв външен източник, тогава между електродите се установява ток и в солта освобождава Джоулова топлина. Следователно, самата разтопена сол служи като нагревател в такива бани, в които се потапят изделията, които трябва да се нагряват.
Електродни вани идват с покриващи и външни електроди. Първите в момента не се използват поради ниската им ефективност и неравномерното нагряване. В такива бани плътността на тока на повърхността на електродите поради големите размери на последните не е висока, следователно в тях има само естествена топлинна циркулация на солта, която изравнява температурите в последните по височината . Независимо от това, в такива бани температурната разлика в горните и долните нива може да достигне 20-25 ° C.
По този начин основният недостатък на такива бани е недостатъчно интензивната циркулация на солта, което води до намаляване на скоростта на нагряване на продуктите, а следователно и в работата на банята, и до неравномерно разпределение на температурата в нея по височината .
Освен това в тези бани текущите линии запълват почти целия обем на солта; следователно токът преминава и през продуктите. При неблагоприятна форма на последния (остри ръбове, тънки мостове между две части на продукта), в тях могат да се концентрират повишени плътности на тока, което ще доведе до прегряване и може да доведе до отхвърляне или дори топене.
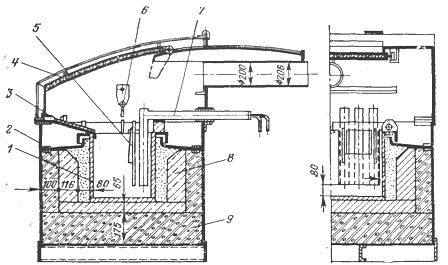
Ориз. 1. Солена баня с дистанционни електроди и преграда: 1 — вана, 2 — обшивка, 3 — престилка, 4 — чадър, 5 — преграда: 6 — пирометър, 7 — електрод, 8 — огнеупорна зидария, 9 — топлоизолация.
Тези недостатъци са лишени от електродни солни бани с външни електродии става все по -широко разпространено. В тях електродите са две пръти с правоъгълно или кръгло сечение, спуснати в солта на разстояние 25-50 мм един от друг.
В такива бани почти всички токови линии са разположени в пространството между два електрода, поради което през нагретите части преминават само незначителни токове и отделните им точки не прегряват. Освен това, за да се изключи напълно преминаването на ток през частите, частта от камерата, където се намират електродите, може да бъде отделена от работната й част с преграда (фиг. 1).
Тъй като плътността на тока между прътите е много висока, солта между тях се прегрява и започва интензивна топлинна циркулация, а нагрятите солни частици се издигат в пространството между електродите и на горното ниво се разминават по обема на ваната, докато по -студени долни слоеве се вкарват в междуелектродното пространство отдолу.
При много високи плътности на тока между електродите (около 15-25 A / cm2), електромагнитните сили започват да надделяват, хвърляйки сол надолу в междуелектродното пространство, в резултат на което посоката на циркулация се обръща и интензивността й се увеличава. Такава принудителна циркулация на сол значително увеличава както коефициента на топлопреминаване от сол към продукти, така и равномерността на нагряване на продуктите по височината на баните (до ± 3 ° C).
Поради посочените предимства, ваните с външни електроди напоследък се използват все по -широко. Солените бани се произвеждат еднофазни и трифазни (фиг. 1) при мощност от 20 до 150 kW и при различни температури до 1300 ° C. Те се използват за нагряване на различни продукти за закаляване и закаляване и предимно за инструменти (включително високоскоростни стомани), както и за изотермично отгряване.В допълнение, чрез избора на подходящ състав на сол в тях, е възможно да се осигури провеждането на операции на термохимична обработка, карбуризиране и цианиране на стомани.
Добре известно предимство на нагряването в солени бани е и покриването на елементи, извадени от банята, с тънък слой сол. Този филм предпазва повърхността на продукта от окисляване във въздуха, като в същото време се напуква и отскача, когато се охлади или когато се потопи в резервоар за охлаждане.
Топлоустойчиви метални тигели на електродни вани, работещи до 1000 ° C, са изработени от хром-никелови стомани, а експлоатационният им живот може да се приеме за 1 година. Керамичните тигели могат да се използват до 1400 ° C, те могат да бъдат изцяло уплътнени, изпечени или сглобени от отделни изпечени керамични плочи с високо съдържание на алуминий, свързани с разтвор.
Електродите могат да бъдат направени от хромоникелеви стомани или от нисковъглеродни стомани, например клас 10. Електродите стоят във високотемпературни бани 3-6 месеца, в среднотемпературни-до една година.
Играе важна роля подреждане на капаци на солени бани… Отвореното солено огледало излъчва количество енергия, равно на около 5-6 пъти топлинните загуби на затворена баня при 1000 ° C. Следователно капакът за баня трябва да бъде достатъчно топлоизолиран, в същото време трябва лесно да се сгъва назад или да се премества настрани по време на товарене и разтоварване. Значително намаляване на загубите на огледалото за баня може да се постигне чрез покриване на повърхността му със слой келеев графитен въглен прах.
Тъй като солта не се провежда в студено състояние, е необходимо да се затопли, за да се пусне банята. Най -удобното е използването на начална нихромова резистентност. Последният, преди ваната да се втвърди, се потапя в сол и се свързва с два електрода. Когато банята се нагрява, токът на трансформатора, протичащ през съпротивлението, го загрява, поради което слоевете сол, съседни на съпротивлението, се нагряват и от своя страна започват да се провеждат. След това съпротивлението се изключва и се отстранява от солта. За такова съпротивление може да се допусне много висока специфична повърхностна мощност от порядъка на 10-15 W / cm2. Трябва обаче да се има предвид, че при работа в сол, нихромът става много крехък и изисква внимателно боравене.
Понякога вместо метално съпротивление между електродите, след изключване на пещта се полагат парчета електродни въглища, които, загрявайки при включване на ваната, загряват солта. И накрая, можете просто да загреете солените зони в близост до електродите с газова горелка. Операцията за загряване на банята е доста дълга, затова понякога се предпочита да не се охлаждат ваните за една нощ, като се оставят включени при намалено напрежение.
В допълнение към електродните вани с периодично действие се използват и непрекъснати единици… За отделни вани може да се използва конвейерна лента над ваната за пренасяне на частите и потапянето им в солта. Агрегатите за сложни процеси на термична обработка, извършвани последователно в няколко бани, са по -сложни, тъй като това изисква създаване на алтернативно движение на части в хоризонтална и вертикална посока. Обикновено тази задача се решава с помощта на конвейер или въртележка с повдигащо устройство.
По този начин, в сравнение с конвенционалните електрически пещи, солените бани имат следните предимства:
1. висока скорост на нагряване и следователно висока производителност при равни размери,
2. лесен за извършване на различни видове термична и термохимична обработка,
3. защита на продуктите от окисляване при нагряване и охлаждане.
Недостатъците на солените бани са следните:
1. голям специфичен разход на енергия поради повишени топлинни загуби от огледалото на банята и необходимостта от непрекъснатата му работа поради продължителността и сложността на отоплението (последното причинява работа с недотоварване),
2.доста висока консумация на сол,
3. трудни условия на работа дори при добра вентилация.
Преобладаването на солените бани се обяснява с факта, че в много случаи техните предимства преобладават над недостатъците им.
За най -ниските температури се използват маслени бани, изпълнявани както с вътрешно, така и с външно отопление. Електродните котли за отопление на вода и производство на водни пари работят по същия начин, както електродните солни бани.