Заваряване с експлозия — какво е това и как се използва
 Много често в процеса на проектиране на конструкции инженерите са изправени пред проблема с избора на материали — тези материали, които са идеални за изпълнение на някои структурни функции, нямат необходимите свойства, за да отговарят на други експлоатационни изисквания. Например, материалът може да има добра корозионна устойчивост, електрическа проводимост и топлопроводимост, но недостатъчна твърдост или устойчивост на износване. Материали, произведени от взривно заваряване.
Много често в процеса на проектиране на конструкции инженерите са изправени пред проблема с избора на материали — тези материали, които са идеални за изпълнение на някои структурни функции, нямат необходимите свойства, за да отговарят на други експлоатационни изисквания. Например, материалът може да има добра корозионна устойчивост, електрическа проводимост и топлопроводимост, но недостатъчна твърдост или устойчивост на износване. Материали, произведени от взривно заваряване.
Експлозивното заваряване като възможен технологичен процес е открито по време на Втората световна война, когато след експлозията на бомби са открити фрагменти от снаряди, заварени с други метални предмети. В началото на 60 -те години на миналия век DuPont разработи практичен процес на заваряване с експлозиви и го патентова в Съединените щати.
Оттогава технологията за заваряване с експлозия се развива бързо и се прилага в много области — от производството на биметали за петролната промишленост до запечатани фуги в електрониката. Части, получени чрез заваряване при експлозия, позволиха да се достигне досега недостижимата граница на експлоатационен живот на продукта — до 30 години.
Процесът на заваряване при взрив е на пръв поглед доста прост. Металите, които трябва да се съединят, трябва да бъдат поставени близо един до друг с малка междина. Експлозивният слой е равномерно разпределен върху горната плоча. Получената сандвич структура избухва и се образува нов структурен материал.
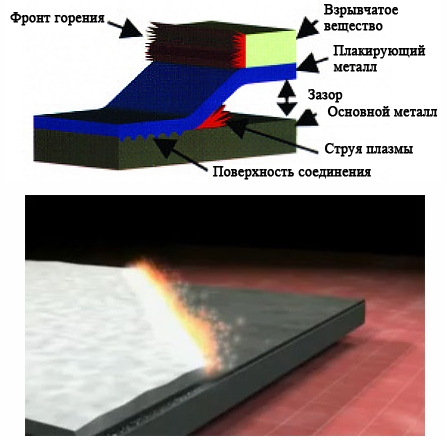
Процес на взривно заваряване
От два отделни и често напълно различни материала може да се получи един метален заварен състав. Биметална плоча след това могат да бъдат допълнително обработени (например валцуване) за използване в различни продукти. Дебелината на облицовъчния слой, нанесен върху основния метал, може да варира от няколко десети от милиметъра до няколко десетки сантиметра.
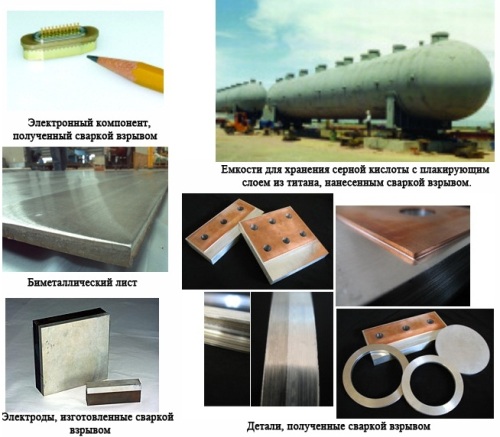
Примери за продукти, получени чрез експлозивно заваряване
След заваряване, като правило, се изисква изправяне на получената фуга, което се извършва на ролки или на преса. Следват контролни операции — механични изпитвания и ултразвуково изпитване на заваръчния шев.
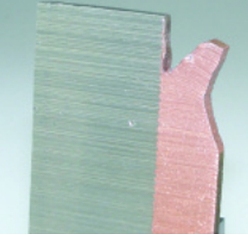
Длетното изпитване на заварената връзка показва, че счупването не се извършва по протежение на заваръчния шев.
Заварена проба от неръждаема стомана и алуминий се подлага на изпитване на огъване. Счупването е станало в алуминия, а не в заваръчния шев
В действителност обаче процесът е много по -сложен. За да се получи висококачествена връзка без разслояване, е необходим внимателен контрол на редица технологични параметри, а производството на висококачествени композити изисква значителен опит по този въпрос.
Най -често срещаният експлозив за заваряване е игданитът (смес от амониев нитрат и въглеводородно гориво, най -често дизел).
Количеството експлозив може да варира в широки граници, но повечето заваръчни операции се извършват с помощта на експлозиви с тегло 10 … 1000 кг. Очевидно такава опасна работа не може да се извършва в нормален производствен заваръчен цех. Заваряването при взрив трябва да се извършва от лицензирани и опитни инженери, далеч от местоположението на хора.Трябва да се прилагат предпазни мерки, свързани с взривяването и съхранението на експлозиви.
По време на процеса на заваряване в зоната на излагане на експлозива се генерира много голяма сила, която може да достигне няколкостотин хиляди тона. Повърхностните атомни слоеве на всеки от съединяваните материали са изложени на плазмената струя. Плазмата предизвиква образуването на метална връзка, при която металите се разделят помежду си чрез валентни електрони.
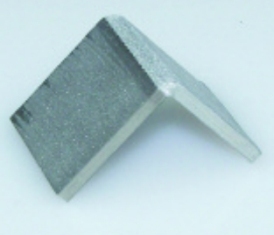
На по -макроскопско ниво заварената връзка изглежда като вълнообразна линия по посоката на експлозията. «Амплитудата» на вълнообразуването зависи от ъгъла и скоростта на детонация. В крайни случаи тя може да бъде толкова голяма, че да доведе до нежелани кухини под гребените на вълната. Ъгълът на детонация обикновено е по -малък от 30 градуса.
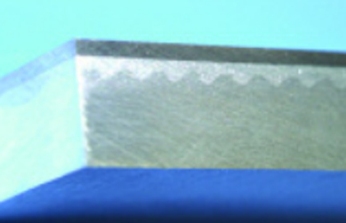
На тази снимка ясно се вижда вълнообразният характер на връзката на два метала.
Заваряването при експлозия има широк спектър от материали, които трябва да се съединят. В някои случаи качеството на композитното заварено съединение може да бъде подобрено чрез поставяне на тънък междинен слой между два различни слоя. Сандвичите от четири или повече слоя метал също не са необичайни. Общият брой на възможните комбинации от биметали, според експерти, е повече от 260 опции.
Използването на биметали, получени чрез заваряване при експлозия, може значително да увеличи експлоатационния живот и да увеличи надеждността на термичното, леярското, нефтеното оборудване, топлообменниците и контейнерите в химическата промишленост. Стоманено-алуминиевите композити се използват при производството на електроди.
Заварените биметални листове могат да се използват като преходни елементи при сглобяване на конструкции от различни метали. Покритията за облицовки, изработени от ценни метали, могат значително да намалят разходите за части, изработени преди това изцяло от скъпи материали, като същевременно не се влошават, а понякога дори получават много по -високи технически характеристики.
Заварени с взрив конструкции се използват успешно при изграждането на морски конструкции, тъй като те могат значително да намалят или напълно да премахнат електрохимичната корозия в морската среда. Тънките слоеве защитни материали, прилагани по този метод на заваряване, предпазват космическите спътници от радиация.