Електрическо оборудване на фрезови машини
 Фрезовите машини са предназначени за обработка на външни и вътрешни плоски и оформени повърхности, нарязване, нарязване на външни и вътрешни резби, зъбни колела и др. Характеристика на тези машини е работещ инструмент — фреза с много режещи остриета. Основното движение е въртенето на фрезата, а подаването е движението на продукта заедно с масата, върху която е фиксиран. По време на обработката всяко режещо острие премахва стружките по време на част от оборота на фрезата и сечението на стружките се променя непрекъснато от най -малкия до най -големия. Има две групи фрези: с общо предназначение (например хоризонтално, вертикално и надлъжно фрезоване) и специализирани (например копирно фрезоване, фрезоване на зъбни колела).
Фрезовите машини са предназначени за обработка на външни и вътрешни плоски и оформени повърхности, нарязване, нарязване на външни и вътрешни резби, зъбни колела и др. Характеристика на тези машини е работещ инструмент — фреза с много режещи остриета. Основното движение е въртенето на фрезата, а подаването е движението на продукта заедно с масата, върху която е фиксиран. По време на обработката всяко режещо острие премахва стружките по време на част от оборота на фрезата и сечението на стружките се променя непрекъснато от най -малкия до най -големия. Има две групи фрези: с общо предназначение (например хоризонтално, вертикално и надлъжно фрезоване) и специализирани (например копирно фрезоване, фрезоване на зъбни колела).
В зависимост от броя на степента на свобода на движение на масата, има конзолно фрезоване (три движения-надлъжно, напречно и вертикално), неконсолно фрезоване (две движения-надлъжно и напречно), надлъжно фрезоване (едно движение — надлъжни) и ротационно -фрезови (с едно движение — кръгово работно подаване) машини. Всички тези машини имат едно и също главно задвижване за ротационното движение на шпиндела и различни задвижващи устройства.
Копирно-фрезови машини се използват за обработка на пространствено сложни равнини чрез копиране според шаблони. Като пример можем да посочим повърхностите на матрици, пресови форми, работни колела на хидравлични турбини и др. При универсалните машини обработката на такива повърхности е твърде сложна или дори невъзможна. Разнообразие от тези най-често срещани машини са електрокопирни машини с електрическо последващо управление.
Устройството на универсалната фреза 6H81 е показано на фигура 1. Машината е предназначена за фрезоване на различни части с относително малки размери.

Ориз. 1 Устройството на универсалната фреза модел 6Н81
Корпусът на бабката съдържа двигателя на шпиндела, скоростната кутия и шпиндела за фрезата. Главата на шпиндела се движи по водачите на траверса по оста си, а траверсът от своя страна по фиксирана стойка с вертикални водачи.
По този начин машината има три взаимно перпендикулярни движения: хоризонтално движение на масата, вертикално движение на главата на шпиндела заедно с траверса, напречно движение на главата на шпиндела по оста си. Обемната обработка се извършва с хоризонтални или вертикални линии. Работен инструмент: пръстови цилиндрични и конусни или крайни фрези.
Електрическото оборудване на фрезови машини включва главно задвижване, захранващо устройство, помощни задвижвания, различни електрически устройства за управление, наблюдение и защита, алармени системи и локално осветление на машината.
Електрическо задвижване на фрезови машини
Задвижване на основното движение на фрезата: асинхронен двигател с катеричка; асинхронен двигател за смяна на полюсите. Спиране: противопоставяне чрез електромагнит. Общ диапазон на управление (20 — 30): 1.
Задвижващ механизъм: механичен от основната верига за движение, асинхронен двигател с катеричка, двигател за смяна на полюса (движение на масата на надлъжни фрези), G-D система (движение на масата и подаване на главите на надлъжни фрези), G-D система с EMU (таблица за движение на надлъжни фрези); тристорно задвижване, променливо хидравлично задвижване. Общ диапазон на регулиране 1: (5 — 60).
Спомагателните задвижвания се използват за: бързо движение на фрезови глави, движение на напречната греда (за надлъжни фрези); затягащи напречни пръти; охлаждаща помпа; смазваща помпа, хидравлична помпа.
При хоризонталните фрезови машини фланцовите двигатели обикновено се монтират на задната стена на леглото, а при вертикалните фрезови машини те най -често се монтират вертикално в горната част на леглото. Използването на отделен електродвигател за захранващото устройство значително опростява проектирането на фрезови машини. Това е допустимо, когато на машината не се извършва рязане на зъбни колела. Софтуерните системи за управление на цикъла са често срещани при фрезови машини. Използват се за правоъгълно оформяне. Цифровите системи за управление се използват широко за обработка на извити контури.
В машините за фрезоване на легла обикновено се използват отделни асинхронни двигатели с катеричка и многостепенна скоростна кутия за задвижване на всеки от шпинделите. Диапазоните на регулиране на скоростта на шпинделните задвижвания достигат 20: 1. Контролните вериги на двигателите на шпинделите, които не участват в механичната обработка на детайла, се изключват от превключвателите за управление. Спирането на работещо задвижване на шпиндела се извършва само след пълно прекъсване на подаването. За тази цел във веригата е инсталирано реле за време. Захранващият двигател може да се стартира само след включване на шпинделния двигател.
Задвижването на масата на тежки фрезови машини трябва да осигурява подаване от 50 до 1000 мм / мин. Освен това е необходимо бързо да преместите масата със скорост 2 — 4 m / min и бавно движение при настройка на машината със скорост 5 — 6 mm / min. Общият диапазон на управление на скоростта на настолното задвижване достига 1: 600.
При тежки надлъжни фрезови машини електрическо задвижване е често срещано според системата G-D с EMP. Електрическите задвижвания на вертикалните и хоризонталните (странични) подглавници са подобни на задвижването на масата, но имат много по -ниска мощност. Ако не се изисква едновременно движение на подложките за глава, тогава се използва общ преобразуващ блок за задвижванията на всички подложки. Това управление е по -просто и по -евтино. Аксиалното движение на шпинделите се извършва със същото захранващо задвижване. За това кинематичната верига се превключва съответно. При тежки фрезови машини с легла с подвижен портал се използва и отделен електродвигател за преместването му.
За да се подобри гладкостта на работата на някои фрези, се използват маховици. Обикновено се монтират на задвижващия вал на фрезата. При машините за заточване на зъбни колела необходимото съответствие между основното движение и движението на подаването се осигурява чрез механично свързване на захранващата верига с основната верига на движение.
Електрическо оборудване на режещи машини. Основно задвижване: асинхронен двигател с катеричка. Задвижващо устройство: механично от основната верига за движение. Спомагателните задвижвания се използват за: бързо движение на скобата и задната рейка, движение на фрезовата глава, разделяне на агрегата, въртене на масата, охлаждаща помпа, смазваща помпа, хидравлична разтоварваща помпа (за тежки машини).
Специални електромеханични устройства и блокировки: устройство за отчитане на броя на циклите, автоматични устройства за компенсиране на износването на размерите на инструмента.
Редица режещи машини използват изчислителни устройства. Те се използват на бръснещи машини за броене на проходи, на машини за предварително рязане на зъбни колела, за броене на броя на деленията и за броене на броя на обработените части.
В машините за оформяне на зъбни колела основното бутално движение се извършва с помощта на манивели и ексцентрични зъбни колела. Електрическото оборудване на машините за оформяне на зъбни колела не е трудно. Използват се магнитни стартери с допълнително управление на «шут» (за пускане в експлоатация). Спирането на задвижването се извършва най -често от електромагнит.
На фиг. 2. показва електрическата принципиална схема на фрезата модел 6R82SH
{kind=link}
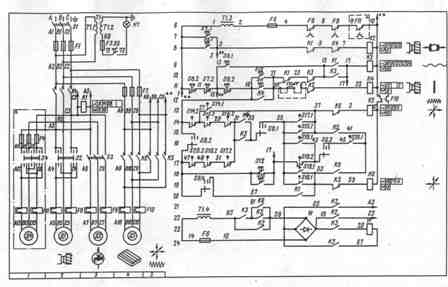
Ориз. 2. Електрическа принципиална схема на фреза (щракнете върху изображението за увеличаване)
Работното място е осветено от лампа за локално осветление, монтирана вляво от леглото на машината. Електромагнит за бързи движения се намира в конзолата. Бутони за управление монтиран на конзоли на конзолата и от лявата страна на леглото. Всички устройства за управление са разположени на четири панела, от предната страна на които са изведени дръжките на следните органи за управление: S1 — входен превключвател; S2 (S4) — превключвател за обръщане на шпиндела; S6 — превключвател на режими; С3 — превключвател за охлаждане. Машините 6R82SH и 6R83SH, за разлика от други машини, имат два електродвигателя за задвижване на хоризонталната и въртящата се ш.пиникъделнея.
Електрическата верига ви позволява да работите върху машината в следните режими: управление от дръжки и бутони за управление, автоматично управление на надлъжните движения на масата, кръгла маса. Изборът на режим на работа се извършва с превключвателя S6. Включването и изключването на захранващия двигател се извършва от дръжките, действащи върху крайните превключватели за надлъжно подаване (S17, S19), вертикално и напречно подаване (S16, S15).
Шпинделът се включва и изключва съответно от бутоните «Старт» и «Стоп». Когато бутонът Стоп е натиснат, захранващият двигател също се изключва, когато двигателят на шпиндела е изключен. Бързото движение на масата става, когато натиснете бутона S12 (S13) «Бързо». Спирането на двигателя на шпиндела е електродинамично. Когато натиснете бутоните S7 или S8, контакторът K2 се включва, който свързва намотката на двигателя към източник на постоянен ток, направен върху токоизправители. Бутоните S7 или S8 трябва да се натискат, докато двигателят спре напълно.
Автоматичното управление на фрезата се извършва с помощта на гърбици, монтирани на масата. Когато масата се движи, гърбиците, въздействайки върху надлъжната захранваща дръжка за подаване и горното зъбно колело, извършват необходимите превключватели в електрическата верига с крайни превключватели. Работата на електрическата верига в автоматичен цикъл — бърз подход — работно захранване — бързо изтегляне. Въртенето на кръглата маса се извършва от захранващия двигател, който се стартира от контактора K6 едновременно с шпинделния двигател. Бързото пътуване на кръглата маса се случва при натискане на бутона «Fast», който включва контактора K3 на високоскоростния електромагнит.