Видове и конструкции на пещи с непряко електрическо съпротивление
 Методи за товарене и разтоварване на отопляеми продукти, както и методи за преместването им електрическите съпротивителни пещи до голяма степен определят както техните конструктивни, така и експлоатационни свойства. На фиг. 1 показва основните видове електрически съпротивителни пещи, както периодично действие (клетка), така и непрекъснато действие (методично), илюстриращо развитието на начините за тяхната механизация.
Методи за товарене и разтоварване на отопляеми продукти, както и методи за преместването им електрическите съпротивителни пещи до голяма степен определят както техните конструктивни, така и експлоатационни свойства. На фиг. 1 показва основните видове електрически съпротивителни пещи, както периодично действие (клетка), така и непрекъснато действие (методично), илюстриращо развитието на начините за тяхната механизация.
Номер Аз показва типовете партидни пещи, в които продуктът е неподвижен по време на процеса на нагряване и само товаренето и разтоварването са механизирани.
Индекс 1 се отнася до камерна фурна със странична врата, през която обикновено малки предмети се зареждат ръчно в камерата. Това е универсална фурна без механизация.
Индекс 2 — шахтна пещ с отварящ се капак. Тук товаренето и разтоварването на продуктите се извършва през горния отвор на пещта и следователно те могат да бъдат механизирани с помощта на работилничен кран или подемник, разположен над пещта. Повдигането и прибирането на капака настрани може да се извърши ръчно (с лост) или с помощта на кран или подемник или накрая с помощта на специален хидравличен или електромеханичен механизъм.
Индекс 3 съответства на камбанарна пещ. Комплектът му включва няколко облицовани стойки, на които с помощта на кран може да се монтира камбана (камбана) с нагреватели. Товаренето и разтоварването се извършват с помощта мостови кран със свалена капачка (инсталиран на друга стойка). Преместването на качулката от една стойка на друга също се извършва с помощта на ръба на мостаНа.
Индекс 4 — камерна пещ на талигата. Тези фурни са предназначени за нагряване на големи предмети, които не могат да се зареждат ръчно. Самата камера на пещта стои върху колони (или фундамент), а дъното й е облицована количка, която с помощта на лебедка или задвижване, разположено върху нея (самоходни), може да се движи по релсите изпод пещта. Товаренето и разтоварването на количката се извършва с мостови кран.
Индексът 5 маркира фурната на асансьора. Камерата за пещ стои на високи колони, дъното й може да се повдигне в пещта или да се спусне надолу с товар с помощта на хидравличен асансьор. В долното положение дъното на пещта става нейните ролки по релсите и може да се натоварва и разтоварва изпод пещта в работилницата под мостовия кран. Конструкциите на пещите 2, 3 и 5 могат да бъдат запечатани и експлоатирани в специална атмосфера или вакуум.
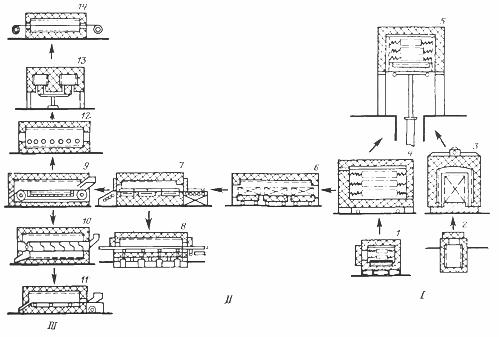
Ориз. 1. Основните видове седлови и партидни пещи
В цифри II и III Обозначени са непрекъснати пещи, при които нагрятите продукти се придвижват от единия край на пещта до другия, а броят им II пещите са посочени, в които движението на продуктите се извършва периодично, на ритници, и фигурата III обозначава пещите, в които това движение се извършва непрекъснато.
Индекс 6 — тунелна пещ, в която продуктите се поставят върху подредени колички, преминават през тунелообразна пещна камера. След определен период от време всички каруци се придвижват до дължина, равна на дължината на една карета, като една от тях напуска фурната за разтоварване, докато от противоположния край на фурната друга заредена количка влиза в нейната камера.
Индекс 7 показва фурна за изтласкване.Топлоустойчив палет с продукти е монтиран на масата за товарене (вдясно). Вратите в краищата на пещта се отварят периодично и тласкачът (хидравличен или електромеханичен) избутва палета във фурната, принуждавайки целия ред палети, разположени във фурната, върху огнеупорни релси на огнището да се движат. В този случай най -лявата тава излиза от фурната, след което вратите се затварят.
Индекс 8 отбелязва пещ за пешеходни огнища. В дъното на пещта, според нейната по дължина са монтирани топлоустойчиви греди, които чрез задвижване получават възвратно -постъпателно движение. В този случай гредите преди да се преместят от зареждащият край на пещта се повдига от жлебовете на дъното, долната част на фурната и ги преместете по фурната. Преди обратното движение на гредата се спускат в жлебовете на дъното, продуктите седят на дъното и не участват в връщането движението на гредите. По този начин продуктите периодично, на стъпки, се движат по пещта от зареждащия край до разтоварването.
Индекс 9 за конвейерна фурна. В камерата на пещта верижен транспортьор е опънат на два вала, чиято мрежа се състои от тъкана мрежа или щамповани или отлити връзки на веригата. Когато задвижващият вал (от страната за разтоварване) се върти, конвейерът се движи плавно, като носи със себе си продуктите, натоварени върху него в зареждащия (десния) край на пещта. Конструкцията на конвейера може да бъде много различна.
Индекс 10 се отнася до въртяща се пещ. Шнекът се намира в камерата на пещта — топлоустойчив барабан с архимедова спирала. Когато барабанът се върти, продуктите се търкалят в барабана, като се придвижват постепенно от зареждащия му край до разтоварващия край.
Индекс 11 показва пулсираща пещ с пещ. В дъното на камерата фурната е на ролки топлоустойчиво огнище под формата на корито, върху което нагревателният край на пещта (отдясно) е подреден с нагрети части. С помощта на задвижване с ексцентрик, шушулката получава възвратно -постъпателно движение, а движението й назад (към зареждането) е плавно и към разтоварването — остър, под действието на пружина с удар върху амортисьорите. Поради това продуктите по време на движението назад вървят по същия път като отдолу, докато по време на движението напред те по инерция при удар се плъзгат напред спрямо огнището. В резултат на това продуктите постепенно се преместват чрез импулси от зареждащия край на пещта до разтоварването.
Индекс 12 показва пещ с ролкови маси. Топлоустойчиви ролки са монтирани в дъното на камерата, бавно се въртят обратно на часовниковата стрелка. Поради това продуктът, поставен върху ролките отдясно (за разлика от предишните три типа пещи, тази пещ е предназначена за нагряване на големи продукти), постепенно се транспортира по пещта до края й на изпускане.
Индекс 13 се отнася до ротационна пещ. По същество това е конвейерна фурна, навита на пръстен. Въртящото се огнище с формата на пръстен кара продукта, поставен върху него през вратата за зареждане (в страничната стена, която не е показана на фигурата), да завърши пълен кръг в пещта до вратата за разтоварване, разположена до вратата за товарене.
Индекс 14 за пещ за разтягане, използвана за загряване на проводници или ленти. В краищата на пещта има барабани с опъната между тях тел или лента. Когато макарите се въртят от един от тях лентата (или телта) се навива и увива около другата.

Конструкции на пещи с ниска температура
Пещите с ниска температура не могат да бъдат високоефективни, тъй като коефициентите на топлопреминаване при естествена конвекция са ниски. Процесът може да се засили чрез въвеждане на изкуствена циркулация чрез инсталиране на смукателен вентилатор на покрива на пещта или шкафа, а за да се намали консумацията на топлина за нагряване на въздуха, той може да бъде организиран кръгово. В този случай вентилаторът, засмукващ въздуха в горната част на пещта, го задвижва по страничния топлоизолиран канал и го издухва в долната част на пещта.
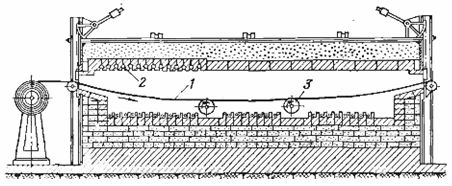
Ако е необходимо да се изсушат продуктите и следователно да се отстрани изпарената влага от нагрятите части, тогава се организира смесена циркулация, при която част от въздуха се всмуква от вентилатора от шкафа, а част от помещението (фиг. . 2). Максималната температура на нагряване на продуктите в този вид фурни и сушилни обикновено не надвишава 200 — 300 ° C.
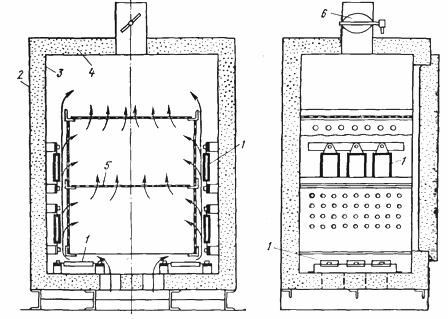
Ориз. 2. Фурна с естествена циркулация: 1 — нагревателни елементи, 2 — външна рамка, 3 — вътрешна рамка, 4 — топлоизолация, 5 — рафт за части, 6 — амортисьор за регулиране на въздуха.
Дизайнът на пещ със затворен контур за нагряване на малки метални изделия в слой или дълги продукти е показан на фиг. 3.
Ориз. 3. Камерни пещи с принудителна циркулация на атмосферата и електрически нагревател
Това е шахтна пещ за закаляване на стоманени изделия, в която се вкарват кошници от топлоустойчив материал с решетка или перфорирано дъно и се пълнят с продуктите, които трябва да се нагряват.
Нагревателите са разположени отстрани на фурната, около кошницата, но са отделени от нея с топлоустойчив екран, за да се предотврати директното излъчване и свързаното с него прегряване на продуктите в съседство със стените на кошницата. На дъното фурната е оборудвана с вентилатор, който задвижва нагрятия въздух през кошниците. Тогава този въздух се отклонява радиално в пръстеновидното пространство между кошницата и стените на фурната и се нагрява, измивайки нагревателите.
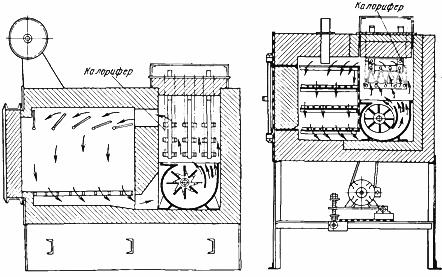
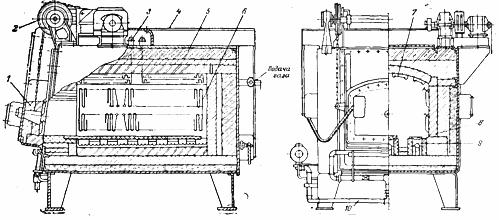
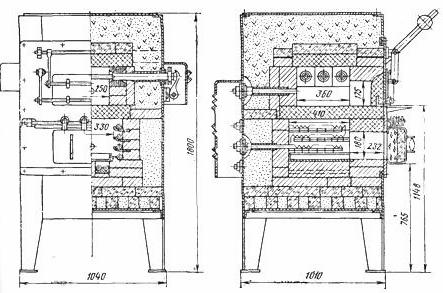
На фиг. 4 показва фурна за изсушаване на заваръчни електроди при температура 400 ° С. Мощност на пещта 210 kW, електроди са поставени върху на колички, рамки и с помощта на хидравличен тласкач и придърпващо устройство се провеждат през фурната. Пещта има вътрешен вентилатор 6, както и външни вентилатори 10.
Нагревателите са разположени на страничните стени на пещта. Така в тази фурна въздушните потоци са насочени перпендикулярно на линията на движение на продуктите. Такива пещи могат да бъдат изградени многозонови.
Ориз. 4. Електрическа пещ за сушене с тласкач: 1 — тласкач, 2 — количка, 3 — маса, 4 — рамки за поставяне на електроди, 5 — отопление камера, 6 — пещ вентилатор, 7 — въздуховод, 8 — драгер, 9 — хидравлично задвижване повдигане на врата, 10 — външен вентилатор
Конструкции на пещи със средна температура
Среднотемпературните пещи за термична обработка са изключително разнообразни. Най -простата и в същото време универсална пещ е камерната пещ (фиг. 5). Състои се от правоъгълна камера с огнеупорна облицовка и топлоизолация, покрита с покрив и поставена в метален корпус.
Пещта се зарежда и разтоварва през отвора отпред стена, покрита с врата. Нагревателите са разположени в огнището и на страничните стени на пещта, по -рядко и на покрива. При много големи фурни нагревателите са разположени както на гърба на фурната, така и на вратите, за да се осигури по -равномерно разпределение на температурата в камерата на фурната. Долните нагреватели обикновено са покрити с огнеупорни плочи, върху които се полагат нагрятите продукти.
Вратите на камерните пещи, като правило, са изработени от повдигане, при малки фурни с ръчно или крачно задвижване (с крачно задвижване на ръката на работника остават свободни), в по -големите — с електромеханични. Във втория случай крайните превключватели са монтирани в горното и долното положение на вратата, които изключват електродвигателя в крайните положения.
Ориз. 5. Камерна електрическа пещ с метални нагреватели и пламъчна завеса: 1 — врата, 2 — повдигащ механизъм на вратата, 3 — изход на нагревателя, 4 — корпус, 5 — облицовка, 6 — странични нагреватели, 7 — нагреватели на покрива, 8 — огнища, 9 — нагреватели, 10 — устройство на пламъчна завеса.
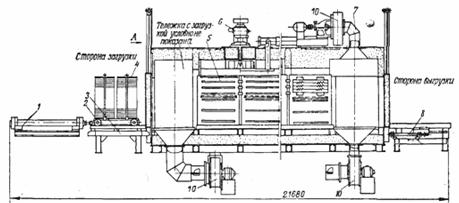
За отгряване или друга термична обработка на големи части, които не могат да се зареждат в пещта ръчно, се използват камерни пещи на талиги.Те представляват камера без дъно и обикновено без предна стена, стояща на колони (фиг. 6) и количка на ролки, върху които са монтирани огнището и предната стена на пещта, движещи се по релси с помощта на електрическо задвижване или електромеханична лебедка. Количката тръгва изпод фурната, частите се натоварват върху нея с кран, след което се движи под камерата и фурната се включва за отопление.
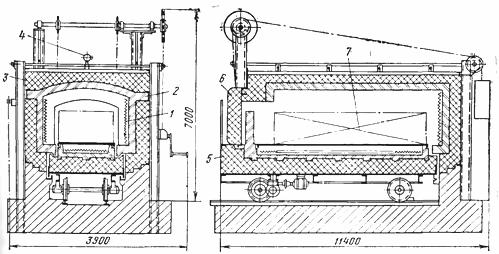
Ориз. 6. Камерна пещ с огнище на талига: 1 — нагреватели, 2 — огнеупорна зидария, 3 — топлоизолация, 4 — термодвойка, 5 — чекмедже, 6 — врата, 7 — клетка
След края на цикъла на отгряване, каретата отново напуска пещта и се разтоварва. Нагревателите на пещите обикновено са разположени отстрани, задни и предни стени и в огнището, а понякога и за осигуряване на по -равномерно отопление и по свода. Нагревателите на долната и предната стена се захранват от гъвкави кабели или контакти на острието. Такива пещи са икономични само с голям заряд, достигат капацитет до 100 тона и повече и капацитет до 3000 — 5000 кВт.
Втората обща група от партидни пещи са шахтни пещи. Изработени са под формата на кръгли, квадратни или правоъгълни валове, отворени отгоре и покрити с капак (фиг. 7).
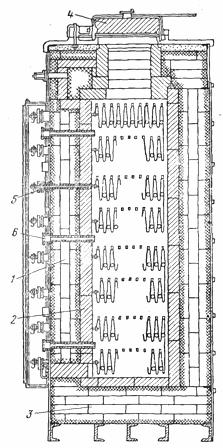
Ориз. 7. Валова електрическа пещ: 1 — нагреватели, 2 — огнеупорна зидария, 3 — топлоизолация, 4 — капак на пещта, 5 — изход на нагревателя, 6 — термодвойка.
Нагревателите в шахтни пещи обикновено се монтират на страничните стени (долните нагреватели се инсталират рядко, повече в плоски правоъгълни пещи). Понякога в кръгли пещи, предназначени за загряване на кух цилиндричен заряд (телени снопове, ролки калай), освен това по оста е разположен вертикален централен нагревател. Специални топлоустойчиви водачи предпазват нагревателите от повреда, когато предмети се пускат във фурната или се изваждат или кошници с предмети.
Шахтните пещи понякога се правят много дълбоки за термична обработка на шахти и тръби (10 m или повече дълбоки) с няколко топлинни зони, за да се осигури равномерно нагряване по височината. В същото време партида тръби се събира извън пещта, фиксира се в специално окачване и се спуска в пещта с кран.
Тези пещи са по -малко гъвкави от камерните, но в някои случаи имат значителни предимства. Товаренето на тежки продукти в пещта и тяхното разтоварване могат лесно да се извършват с конвенционален мостов кран на цеха, а ако го няма, то с телфер или блок. Те заемат по -малко място, тъй като обикновено са заровени в земята, за да улеснят поддръжката. Те са лесни за запечатване и по този начин намаляват окисляването на продукта, като създават пясъчно, маслено или водно уплътнение за капака.
Поради тяхната по -голяма компактност и по -добро запечатване на капаците в сравнение с вратите, загубите на тези пещи са по -малки от тези на камерните пещи и възлизат на 15 до 25% от номиналната мощност.
Конструкциите на методически пещи се различават главно в зависимост от използването на един или друг механизъм за преместване на нагрятите продукти вътре в пещта. И така, конвейерните фурни имат конвейер — безкрайна мрежа, опъната между два вала, единият от които е водещ и се задвижва на въртене от специален двигател. Частите се поставят на конвейера ръчно или със специален захранващ механизъм и се преместват върху него от зареждащия край на пещта до разтоварващия край.
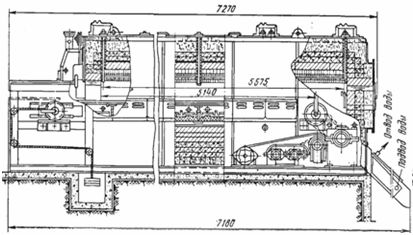
Ориз. 8. Електрическа пещ за втвърдяване на конвейер
Конвейерната лента е изработена от плетена нихромова мрежа (за най -леките части) или от щамповани плочи и пръти, които ги свързват, а за тежки части — от щамповани или отлити връзки на веригата. В последния случай задвижващият вал на конвейера е назъбен и играе ролята на зъбни колела, чиито зъби идват между връзките на веригата.
Конвейерът може да бъде поставен в камерата на фурната като цяло, заедно с двата вала, в този случай той се нагрява през цялото време и следователно натрупаната в него топлина се съхранява.
Недостатъците на този дизайн са: много трудни условия за експлоатация на двете конвейерни шахти в зоната с висока температура, трудността при ремонта им (ниска достъпност) и неудобството при товарене на части върху горещата повърхност на конвейера. това трябва да охлажда валовете с вода, което води до доста значителни топлинни загуби.Поради това често краищата на конвейера и долния му клон се изваждат от облицовката. Естествено, в този случай транспортьорът се приближава към заредения край на пещта охладен и следователно натрупаната от него топлина изчезва. Тези топлинни загуби са по -големи от тези с охлаждаща вода в затворени конвейерни фурни.
Нагревателите в конвейерна пещ са разположени най -вече на покрива и в огнището, под горния клон на конвейера, по -рядко по страничните стени на камерата. Конвейерните пещи се използват за нагряване само на относително малки части до 900 ° C, тъй като при по -висока температура работата на механично натоварени части на конвейера става ненадеждна.
Специална група се състои от така наречените пещи за разтягане, които се използват за нагряване на проводници или ленти от стомана и цветни метали. Те представляват камера с нагреватели, през които с висока скорост (до 0,5 m / s) се преминава лента или сноп жици (фиг. девет). В пещите за разтягане се постига много равномерно нагряване и дефектите при термичната обработка могат да бъдат намалени до нула.
Ориз. 9. Протягаща лентова пещ: 1 — отопляема лента, 2 — пещни нагреватели, 3 — поддържащи ролки.
Конструкции на пещи с висока температура
Най -често срещаната е групата пещи с нагреватели от карбурунд. Нагревателите с карборунд могат да работят до 1450 ° C, следователно пещите с нагреватели с карбурунд покриват диапазона от 1200 — 1400 ° C. Те се различават от пещите със средна температура с по-дебела облицовка, състоящ се от най -малко три слоя.
Тъй като съпротивлението на прътите се променя значително по време на нагряването и освен това, за да се избегне повредата им, е необходимо относително бавно загряване до 850 ° C при намалено напрежение, тогава високотемпературни пещи с нагреватели от карбурунд се доставят с управление трансформатори, които позволяват промяна на захранващото напрежение на малки стъпки поне в съотношение 2: 1.
Това също е необходимо, тъй като при работа пръчките стареят, увеличавайки тяхното съпротивление, в резултат на което е необходимо да се увеличи подаваното към него напрежение, за да се поддържа предишната мощност на пещта.
Поради стареене, което протича с различна интензивност за отделни пръти не се препоръчва включването им последователно поради възможни различни промени в съпротивлението им при нагряване. От друга страна, ако един от паралелно свързаните пръти се повреди, не може заменете с нов, тъй като съпротивлението на останалите пръти вече се е увеличило, е необходимо заменете ги всички с нови или вземете от стари, вече работещи пръти всеки със съпротивление, подходящо за тези условия.
Ориз. 10. Камерна високотемпературна пещ. Долната камера с метални нагреватели се използва за отопление, горната — висока температура с нагреватели от силициев карбид.